

The assumption that's costing you money
Ask any production manager what time of year they worry about ESD. Almost nobody says monsoon.
They should.
Between June and September, outdoor humidity in Nagpur and Pune climbs above 80% RH. The shop floor feels safe. Wristbands get worn less. Anti-static bags stay open. Nobody's noticing sparks.
Then three to six months later, field failures spike.
What failed was assembled during the rains.
The physics in two paragraphs
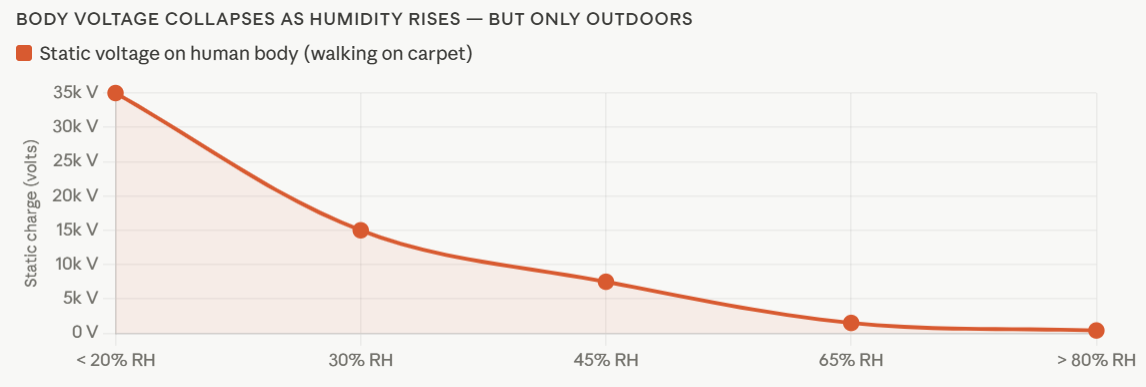
Static electricity builds when materials contact and separate - the triboelectric effect. In humid air, moisture conducts that charge away passively. In dry air, it accumulates until it discharges.
That discharge, an ESD event, can destroy a component at as little as 30 volts, well below what any human can feel (human perception threshold: ~1,000–3,000 V). [1]
| Relative Humidity | Max body voltage (carpet) |
|---|---|
| < 20% RH | ~35,000 V |
| 30% RH | ~15,000 V |
| 45% RH | ~7,500 V |
| > 65% RH | < 1,500 V |
Source: ESDA ESD Handbook TR20.20-2008, Section 5.3.16 [2]
High humidity = low static risk. Everyone knows this. The problem is what happens inside the factory.
The trap: air conditioning changes everything
When monsoon hits, climate-controlled production floors run AC hard, for temperature stability, solder quality, and operator comfort. But AC doesn't just cool. It dehumidifies.
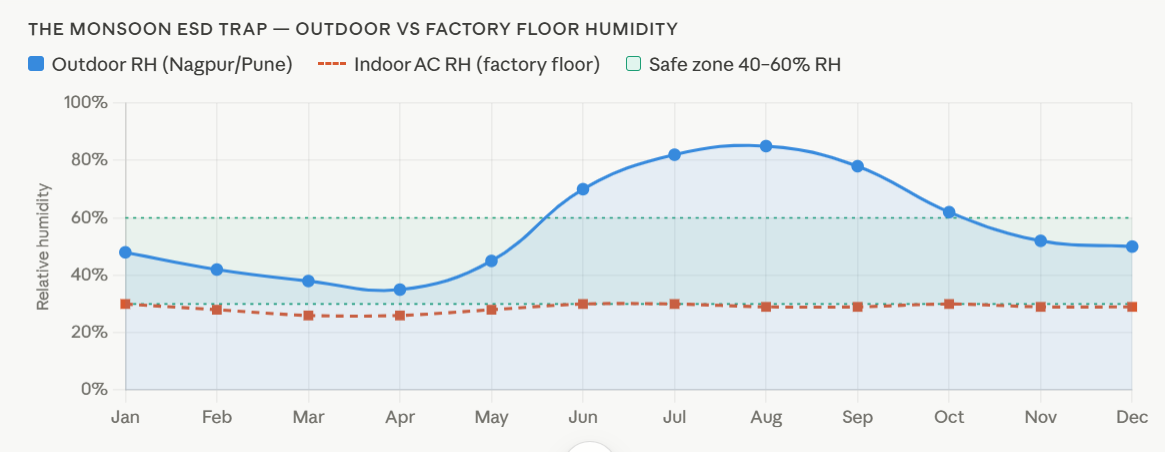
Outdoor air at 85% RH pulled into a sealed, cooled building drops to 25–35% RH indoor, below the internationally recognised safe floor of 30% RH (ANSI/ESD S20.20; IEC 61340-5-1 both specify 40–60% RH as the operational target). [3]
Outdoor: 85% RH → Low ESD risk (perceived)
Indoor AC: 25–35% RH → HIGH ESD risk (actual)
Operator behaviour: Relaxed protocols
Result: Maximum exposure, minimum awarenessThis is the Monsoon ESD Trap. The risk is at its worst exactly when operators feel safest.
Why most damage is invisible
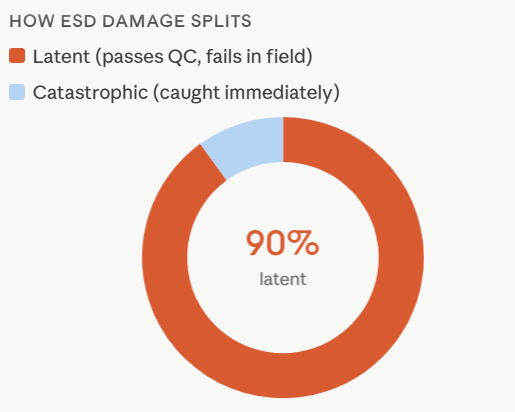
ESD damage comes in two forms. Catastrophic failure, the component dies immediately and gets caught at QC. And latent damage, the oxide layer is weakened, the bond wire partially melted, but the component passes every test and ships.
It fails in the field. Weeks or months later. The customer files a return labelled "no fault found."
According to industry studies, up to 90% of ESD-related failures are latent. [4] Latent ESD damage reduces mean time between failures (MTBF) by up to 50%. [5]
The ESD Association estimates ESD accounts for 25% of all electronics damaged for unknown reasons, with global losses at $5 billion USD annually. [6]
What the standards require
Both ANSI/ESD S20.20 (US) and IEC 61340-5-1 (international) set the same environmental floor for EPA (Electrostatic Protected Area) zones:
- Operational target: 40–60% RH
- Minimum: 30% RH, below this, ionisation is required as a supplementary control
The ROI case
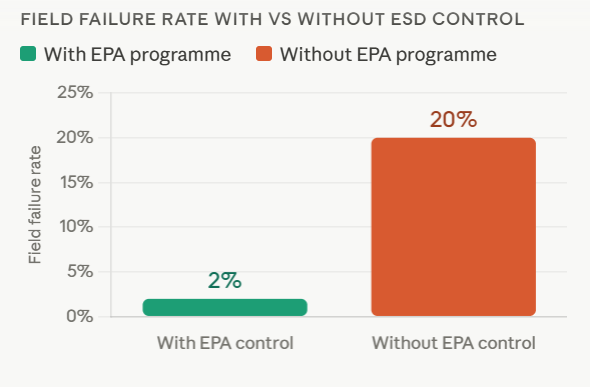
ESD control programmes consistently return 10:1 on investment (ESDA). [7] One documented case: a contract manufacturer with a 20% field failure rate implemented full EPA protocols. Failures dropped below 2%. The audit and consumables cost a fraction of what had already been spent on warranty claims.
The cost equation is asymmetric. ESD consumables - mats, wristbands, shielding bags, ESD trays - are fixed and predictable. Field failures, warranty claims, and customer relationship damage are not.
The buffer stock dimension
Monsoon season also coincides with logistics disruption - road flooding, port delays, HVAC failures in transit. Manufacturers pull from buffer stock. If that stock was held in non-EPA warehouse conditions during the rainy months, it may already carry latent damage before it ever touches the line.
Buffer stock quality is not just a quantity question. It's a storage condition question.
Five things to check before the next monsoon cycle
- Measure, don't assume. Log RH at workstation level, not facility level. AC setpoints vary across zones.
- Adjust AC protocol seasonally. The goal is 40–60% RH indoor, not minimum temperature.
- Inspect wristband discipline. A broken or unworn wristband is as dangerous as no wristband.
- Audit incoming component storage. Are buffer stock components in ESD shielding bags, not just moisture barrier bags?
- Track post-monsoon field failures against monsoon-season production batches. The pattern will tell you what's happening on the floor.
References
[1] Wikipedia. Electrostatic Discharge. https://en.wikipedia.org/wiki/Electrostatic_discharge
[2] ESD Association. ESD Handbook ESD TR20.20-2008, Section 5.3.16: Humidity. https://www.esda.org
[3] RS Components. ESD Control Programme Plan Per EN 61340-5-1, Edition 2.0, 2016. https://docs.rs-online.com/4668/0900766b81718ae2.pdf
[4] ALLPCB. The Hidden Threat: Understanding Latent ESD Damage in PCB Assembly. https://www.allpcb.com/allelectrohub/the-hidden-threat-understanding-latent-esd-damage-in-pcb-assembly
[5] Bondline Electronics. ESD in Modern Electronics: Risks, Myths & How to Prevent Damage. https://bondline.co.uk/blog/esd-risk-in-modern-electronics
[6] Universal Instruments Corporation. Challenges of Electro-Static Discharge (ESD) in the Electronics Industry. https://www.uic.com/challenges-of-electro-static-discharge-esd-in-the-electronics-industry/
[7] Desco Industries. Cost of ESD Damage (citing ESDA). https://www.descoindustries.com/pdf/CostofESDDamage.pdf
Published by KOLDPWR - ESD Consumables, Buffer Stock & Electronics Handling Solutions, Nagpur & Pune.